
为改善大型轴类锻件心部锻造质量,提高探伤合格率,在典型锻造工艺的基础上开展改进研究,并基于Q-Value 孔洞闭合判据对模拟软件二次开发,研究了不同工艺形式对等效应变、静水应力及Q-Value 的影响规律,确定相对最优的锻造工艺。研究结果对大型轴类锻件生产具有一定参考价值。随着国民经济的迅速发展,行业对大型轴类锻件的质量要求愈发严格。此类锻件广泛应用于能源、化工、冶金、运输等领域,是国家工业体系的核心支柱,亦是国防安全的重要保障,在工业生产中占有举足轻重的地位。
大型轴类锻件的质量提升是一项系统性工程,高度依赖于冶炼、锻造、热处理等多学科的深度融合与协同创新,各工序间环环相扣,相辅相成。其中,锻造工序不仅将钢锭精准成形为所需形状,更承担着改善锻件内部质量的关键任务。通过外力作用,可有效破碎铸态组织,细化晶粒,锻合疏松缩孔等缺陷,进而大幅提升材料性能。
锻造工艺改进设计
当前,锻造厂家针对大型轴类锻件多采用WHF或KD 锻造方法。其中,近年来,采用上述两种工艺的产品中均偶发探伤不合现象,为解决此问题,增强坯料心部锻造质量,在现有辅具基础上增加预拔工序,并对预拔和压实两工序的辅具选择进行多种调配(图1),利用数值模拟的方法,探寻相对最优锻造工艺。
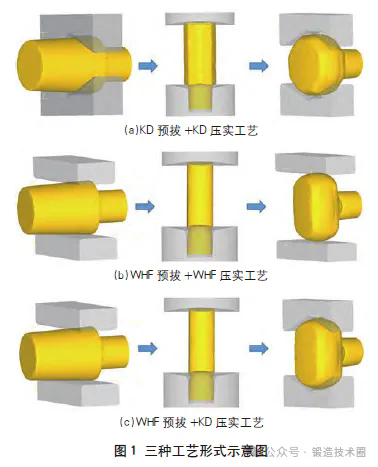
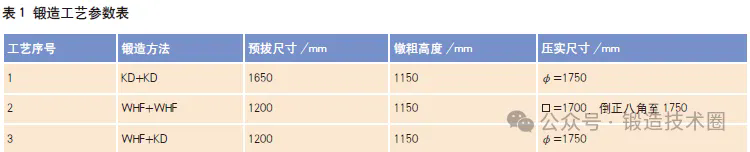
选用压完钳口的74t 锭型Cr5 材质连轧机支承辊作为模拟对象,始锻温度为1220℃,KD与WHF压实辅具的砧宽为1500mm,具体工艺参数见表1。KD、WHF 两种预拔方式首火次水冒口平均锻比均约为1.2,后续镦粗及压实尺寸按一重常规生产工艺执行。
 2
2
2.1 模拟软件二次开发
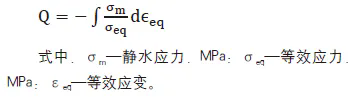
疏松、缩孔等孔洞类缺陷的闭合程度是衡量锻造工艺优劣的一项重要指标。国内外学者们对孔洞类闭合判据开展了大量研究,评价指标涵盖应力状态、体积演化等。本次模拟基于Q-Value 判据对仿真软件后处理子程序进行二次开发,用于辅助分析模拟结果。
一般认为,Q 值达到一定阈值时,孔洞即可判定为被锻合。
2.2 预拔火次模拟分析
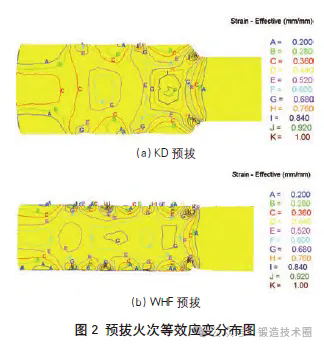
对比两种方式预拔后的等效应变分布图(图2):采用上下V 砧进行预拔时,心部等效应变极值为0.920,位于锭身冒口端,(图2-a);采用上下平砧进行预拔时,心部等效应变最大为0.680,位于锭身冒口端及锭身中段,(图2-b)。WHF 预拔的轴向应变均匀性好于KD 预拔,无极端高应变区,金属流动平稳;而KD 预拔时,锭身冒口端等效应变数值高、梯度大,局部变形剧烈,反映坯料在V 砧约束下中心压实效果更强,有利于锭身冒口端缺陷的压合。
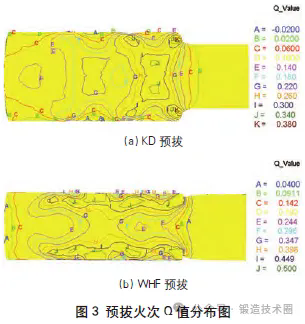
对比两种方式预拔后的Q 值分布图(图3):由于预拔变形量有限,预拔后心部Q 值极值点并非位于中心轴线,而是位于锭身轴线两侧的过渡区,且基本呈对称分布。即从Q 值判据来看,预拔工序的主要作用是闭合钢锭表层与心部之间过渡区的孔洞缺陷,其次对心部缺陷进行初步修复。对比两种工艺Q值,冒口侧KD 预拔略具优势,其余区域WHF 预拔对缺陷的闭合效果略优。
2.3 镦粗火次模拟分析
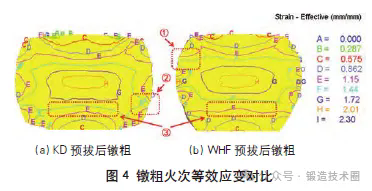
经过两种不同工艺形式的预拔后,将镦粗至同一高度。对比等效应变分布图(图4):二者心部等效应变均达到2.01,应变极值区域分布大致相同,但两图中等值线沿径向向外拓展趋势存在差异。以数值1.44 的等值线为例(图4-a) 向冒口端拓展(区域② ),而(图4-b) 向水口端拓展(区域① ),即KD 预拔后再镦粗坯料表面的高应变区位于锭身偏冒口侧;WHF 预拔后再镦粗,坯料表面的高应变区位于锭身偏水口侧。对于锭身冒口侧心部区域③ (图4-a) 应变值更大,更有利于原始钢锭二次缩孔缺陷的压合。
 3
3
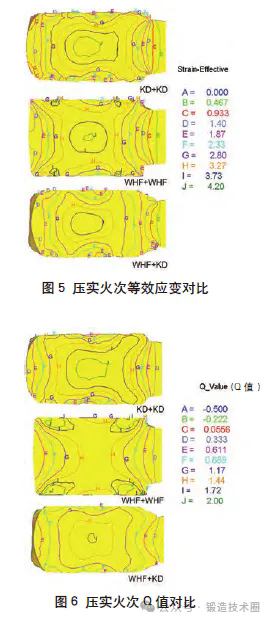
拔长压实火次单砧压下量为坯料高度的20%,对比采用三种工艺压实后的等效应变分布图(图5)及Q 值分布图(图6),可以看出KD 预拔与KD 压实的组合工艺形式具有明显优势。从等效应变角度看,该组合工艺下锻件心部较大范围的等效应变值达到4.20,轴向及径向约1/3 区域达到3.73以上,高应变区面积远大于其余两种工艺。从Q 值角度看,仅KD 预拔后采取KD 压实工艺,心部Q 值可达到2.0,且数值为1.72 的区域延伸至锭身冒口端,对钢锭二次缩孔缺陷的闭合作用显著;但高Q值区域也存在着更严峻的热-力状态,该区域温度极值经读取为1246℃,因此工艺控制中需重注意较高Q 值区域的温度变化,防止产生过热或过烧缺陷。
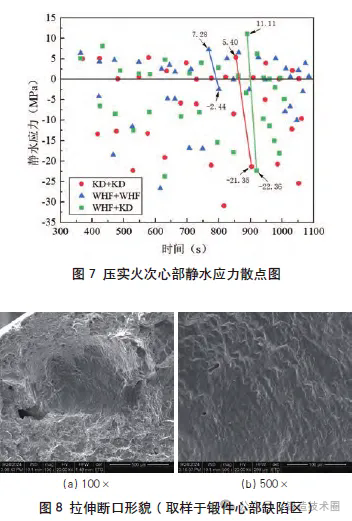
为研究压实火次锻件心部应力变化,提取锻件心部静水应力值做散点图(图7)。随压下量增大,锻件心部由压下初期的拉应力逐渐转变为压应力。其中,采用WHF 工艺倒角的第一道次,拉应力出现极值7.28MPa;当该砧达到工艺压下量后,锻件心部压应力仅为2.44MPa。结合WHF 工艺锻件心部拉伸断口中疏松缺陷周边观察到的波纹状形貌(图8),可推断:WHF 压实过程中,部分疏松缺陷被压实但未焊合;由于疏松缺陷等薄弱部位承载能力弱于周边致密金属,且缺陷处破坏了金属连续性,导致应力传递受阻并易产生应力集中,故倒角时部分疏松压实区域受拉应力又被撕裂,呈撕扯的锯齿状;撕裂后所受压应力较小,不足以再次压实,缺陷得以保留,后续经高温作用变得圆滑,最终呈现为现存的波浪纹。从静水应力角度看,KD 预拔后采用KD 压实,初期拉应力较小,后期压应力较大,能有效保证心部压实效果,为三种工艺中的优选方案。
根据铸锭模拟结果,支承辊用钢锭完全凝固后,锭身心部存在细长条二次缩孔,该缩孔位置距离锭身冒口端236mm,长度935mm。选取二次缩孔尺寸较大处(距锭身冒口端600mm) 提取心部Q 值数据,做曲线图(图9)。预拔阶段相同锻比下,WHF 工艺对二次缩孔较严重位置的压实程度略优于KD 工艺,两种工艺Q 值差值约为0.05;镦粗阶段Q 值增长趋势出现逆转;进入压实阶段KD 工艺表现出明显优势。
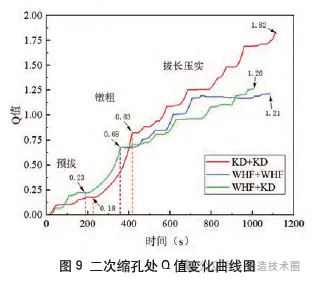
此外,WHF 压实后的倒八角阶段,虽变形量较大,但对二次缩孔较严重位置的孔洞闭合作用不明显,曲线进入平台段,Q 值整体变化趋势由上升转变为水平延伸,甚至略有下降;而KD 压实后的整形阶段,Q值仍保持较高增速,压实效果相对更优。
结论
本文通过对74t 锭型支承辊的不同工艺形式进行仿真模拟,得出以下结论:
1)WHF 压实工艺倒角阶段,锻件心部缺陷处因拉应力集中易产生裂纹;
2)KD 压实工艺要加强锻造温度控制,防止锻件心部产生过热、过烧缺陷;
3)KD 预拔与KD 压实的组合工艺形式为相对最优方案,对钢锭原始缺陷的压合效果最佳。


